Профилираната ламарина се използва широко в промишленото и гражданското строителство. Те обаче не се правят на ръка. Как е подредена линията за производство на велпапе, какви са те и какви са разликите - по-късно в статията.
Преди да разгледате директно оборудването, за да разберете по-добре как се определят неговите характеристики, трябва да решите какви са видовете велпапе. В крайна сметка параметрите на крайния продукт определят избора на оборудване за неговото производство.
 Декингът, дори и с най-малка стойност на гофриране (8 мм за модификации на стени), се оказва много по-здрав от обикновената, поцинкована стоманена ламарина, от която е направен.
Декингът, дори и с най-малка стойност на гофриране (8 мм за модификации на стени), се оказва много по-здрав от обикновената, поцинкована стоманена ламарина, от която е направен.
Това е надлъжният релеф, който осигурява допълнителната му твърдост.Поради това строителите го използват широко за различни цели: огради и стени на промишлени сгради, като покривен материал, за междуетажни тавани и дори като неподвижен кофраж.
Стените и покривите, изработени от велпапе, не утежняват сградите и имат отлична плътност (бележка под линия 1).
Естествено, различните задачи изискват различни характеристики, а оттам и линии за производство на велпапе.
Цялата технологична информация за потребителските качества се съдържа в самата маркировка на велпапето, с която е важно да се запознаете преди как да изберем покрив от велпапе.
Има държавен стандарт за неговото производство - GOST 24045-94, където са регистрирани всички характеристики, отразени в марката.
Например C44-1000-0.4 означава:
- C - предназначение на материала
- 44 - височина на гофриране
- 1000 - полезна или монтажна ширина на листа
- 0,4 - дебелината на използвания метал
Класификация на велпапето (бележка под линия 2):
- С - стенни настилки използва се за изграждане на огради, стени и прегради
- H - покривна велпапе се използва за покрив
- HC - използва се като покривно покритие и като велпапе за стени
Важна информация! За производството на всички стандартни вълнообразни листове се използва лист с ширина 1250 мм. Различните ширини на крайния продукт (като правило от 750 до 1150 mm) се определят от отклонението на материала до височината на гофрирането: колкото по-висок е профилът, толкова по-малка е ширината. Но в същото време силата също нараства пропорционално.
Дължината на листовете, в съответствие с GOST, може да бъде от 2,4 за стени и 3 m за смесени и покривни материали, до 12 m за всички видове.
Въпреки това, поради факта, че материалът е навит, по поръчка производителите са готови да изрежат продуктите си до всякакъв размер, удобен за клиента.
Покривните материали също в повечето случаи имат специален капилярен дренажен жлеб в горната част на гофрирането от външната страна.
Като суровина за производството на велпапе се използва само поцинкован валцуван метал. Може да има дебелина от 0,35 до 2 mm. Стандартният външен диаметър на ролката е 1,2 м, докато дължината на листа в нея зависи от дебелината на метала.
Стоманата може да има или конвенционално цинково покритие, или допълнителен защитен слой от боя или полимер.
В този случай покритието може да бъде нанесено едностранно или двустранно, при двустранно полагане може да се изпълни с един или различни материали.
Важна информация! Най-надеждният и издръжлив е велпапето, покрито със синтетични полиестерни материали. Но също така е най-скъпият и най-уязвим на механични повреди на защитата. Последният недостатък обаче се смекчава от присъствието на пазара на специални ремонтни съединения.
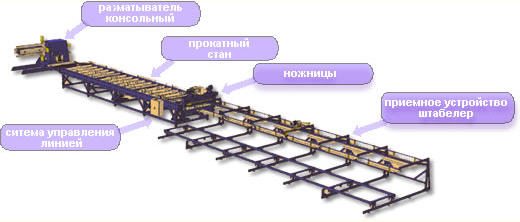
Типичната схема на линията за производство на велпапе включва като правило пет основни устройства:
- Размотавач - ролка от стоманена ламарина се поставя на нейния вал и се държи, за да се подаде към мястото за обработка
- Формовъчната мелница е основният елемент на линията, където се извършва същинското профилиране на доставената материална лента.
- Блок за управление - тук можете да включвате, изключвате и програмирате параметри за работещи устройства
- Гилотинни ножици - с тяхна помощ готовият профил се нарязва на листове
- Приемаща маса - като правило съответства на размерите на листа, който се произвежда в момента (ширината на масата е фиксирана, а дължината може да се регулира). Тук готовите продукти се подреждат и пакетират за последващо изпращане до склада.
Важна информация! Някои реномирани производители на оборудване, които произвеждат различни линии за производство: производство на велпапе, метални плочки, други видове валцувани продукти, оборудват своите продукти с допълнителни устройства. Например, това може да бъде захранваща маса, разположена между машината за развиване и формовъчната машина, или ножици за рязане, които допринасят за бърза смяна на ролката. Естествено, такива добавки имат положителен ефект върху технологичния процес, а оттам и върху качеството на готовия лист.
Въпреки това, основният елемент на всяка линия е валцоващата мелница. Състои се от симетрични двойки валове (стойки), монтирани върху рамката, които поради механична компресия образуват гофриране върху листа, навивайки лентата през себе си.
Колкото повече е броят им, толкова по-дълбок е профилът. В края на краищата, лентата не може просто да бъде взета и на входа на мелницата да се постави на желания завой (ширината на суровината е по-голяма от тази на крайния продукт).
В този случай металът най-малко ще загуби своята пластичност при завои и най-вероятно ще се счупи. Освен това ще бъде много трудно да го разтегнете през формата в този случай.

По време на преминаването оригиналният материал се деформира от по-малка чупка към по-голяма. Съответно диаметърът на формиращите цилиндри нараства от двойка на двойка и разстоянието между тях намалява до последната стойка, където велпапето придобива планиран размер.
Във връзка с описаните особености на технологията е практически невъзможно да се произвеждат продукти от различни профили на една и съща мелница.
Всеки тип изисква собствена ширина на леглото на мястото на монтаж на стойките, както и съответния диаметър на цилиндрите. Съществуват обаче модели, които позволяват производството на материал със същата височина на гофрирането, но с различна ширина на листа.
Теоретично също е възможно да се произвеждат други валцувани продукти, които нямат твърде големи разлики във височината на гофрирането. В този случай обаче ще ви е необходим пълен комплект оборудване, включително стойки и гилотинни ножици.
Като се вземат предвид разходите за монтажни работи, такова решение от финансова гледна точка няма да се различава много от инсталирането на нова линия. Това, което всеки производител може да променя, е дебелината на метала, вида на покритието му и дължината на готовото велпапе.
Като задвижване на рамката е монтирана електрическа централа, чиято мощност определя максималната дебелина на обработвания метал и скоростта на валцуване.
Мелницата обаче не само извършва самата основна работа, но е и носеща конструкция за част от останалото оборудване - най-малко за контролния блок и гилотината, която също играе важна роля.
Ножиците за гилотина включват всяка линия за производство на професионална подова настилка. Те повтарят геометрията на изходящия профил и имат хидравлично, електромеханично, по-рядко пневматично задвижване.
Качеството на продуктите до голяма степен зависи от тях, тъй като ръбът на велпапето не трябва да има грапавини, а огъването, образувано в точката на рязане, не трябва да влияе на дължината на листа с повече от 0,5 mm (според GOST).
Тъй като режещите ръбове на ножиците са основният работен елемент, който влияе върху тези индикатори, те периодично изискват заточване или подмяна.

За управление на целия набор от механизми се използва контролен блок. В началото на производствения процес се програмира за определена дебелина на изходния материал, вида на покритието и тук се задава и необходимата дължина на листа.
Тези устройства имат електроника за изключване на линията в случай на проблем.
Оборудван с такъв контролер, линията за производство на велпапе се счита за полуавтоматична. Това се дължи на факта, че пълненето на нова метална лента, когато старата ролка свърши, се извършва ръчно.
През останалото време персоналът (който е представен от един работник на повечето линии) остава да наблюдава липсата на неизправности - оборудването ще направи всичко само.
И сега трябва само да се запознаете с инструкции за монтаж на листов покриви вашият дом ще бъде преобразен!
Източници на информация
- Статия от
- Най-големият производител на покривни материали
Статията помогна ли ви?